
Sinupower изследва какПравоъгълни тръбисе държат по време на процесите на рязане, пробиване и заваряване в съвременни производствени среди, където геометрията и реакцията на материала пряко влияят върху прецизността и структурната надеждност в приложения надолу по веригата.
В цеховете за производство правоъгълните кухи профили често се третират като ясни структурни елементи, но реалността е по-нюансирана. Техните плоски повърхности, остри ъгли и променлива дебелина на стените въвеждат уникални предизвикателства в сравнение с кръглите профили. Всеки етап - рязане, пробиване и заваряване - изисква внимателен контрол на напрежението, топлината и деформацията, за да се поддържа точността на размерите и функционалната стабилност.
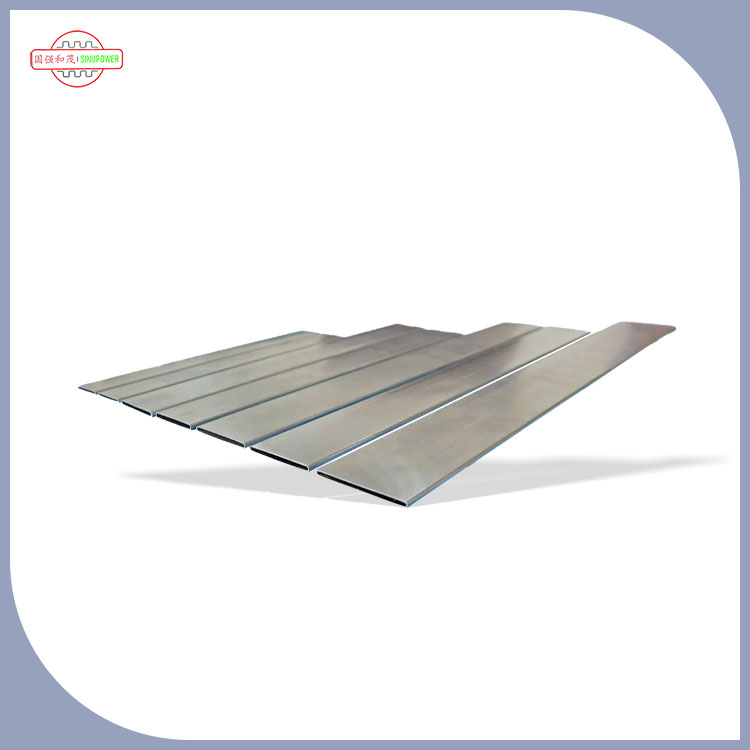
Правоъгълните тръби се използват широко в системи, където пространствената ефективност и разпределението на товара имат значение. Въпреки това, тяхната геометрия създава неравномерни точки на концентрация на напрежение, особено в ъглите.
За разлика от кръглите тръби, където силите се разпределят равномерно по кривината, правоъгълните профили концентрират напрежението по ръбовете. Тази характеристика става особено важна по време на производствените процеси, където механичната сила и топлинното натоварване могат да променят структурната цялост, ако не се контролират правилно.
Правоъгълната форма въвежда три ключови инженерни ефекта:
- Усилване на напрежението в ъгъла
- Неравномерно разпределение на топлината по време на заваряване
- Коравина в зависимост от посоката
Тези ефекти влияят върху начина, по който се планира и изпълнява всяка производствена стъпка.
Рязането е първата стъпка, при която правоъгълните тръби започват да показват зависимо от геометрията поведение. Независимо дали се използват механични триони, абразивни системи или термични методи на рязане, материалът реагира по различен начин по плоските повърхности спрямо ъглите.
При механично рязане:
- Плоските повърхности позволяват стабилен контакт на острието
- Ъглите са склонни да генерират вибрационни пикове
- Образуването на ръбове е по-вероятно при изходите на ръба
Твърдината на правоъгълните секции означава, че силите на рязане не се абсорбират равномерно, което изисква контролирани скорости на подаване, за да се избегне изкривяване.
Когато се използват термични методи, локализираното нагряване създава разлики в разширението по стената на тръбата. Тъй като правоъгълната геометрия има множество топлинни пътища, топлината се разсейва неравномерно, понякога причинявайки леко изкривяване, ако охлаждането не е балансирано.
Пробиването представя едно от най-интересните взаимодействия между силата на инструмента и геометрията на материала. Плоските лица наПравоъгълни тръбипозволяват стабилно навлизане на инструмента, но вътрешното разпределение на напрежението се променя с проникването на свредлото.
По време на пробиване:
- Първоначалният контакт е стабилен благодарение на опората с равна повърхност
- Средното проникване създава зони за натрупване на стружки
- Изходната фаза често генерира риск от деформация
Изходната страна е особено чувствителна, тъй като поддръжката на материала е намалена, което води до потенциално образуване на грапавини или леко овалване на отворите.
С напредването на свредлото напрежението се преразпределя по стените на тръбата. Ъглите могат да поглъщат или отразяват напрежението в зависимост от дебелината и състава на материала. Това прави последователността на пробиване зависима както от контрола на подаването, така и от стратегията за охлаждане.
Заваряването е мястото, където правоъгълните тръби показват своята най-сложна физическа реакция. Комбинацията от входяща топлина и геометрично ограничение води до локализирано разширение, свиване и образуване на остатъчно напрежение.
За разлика от кръглите секции, които позволяват по-плавна дифузия на топлината, правоъгълните профили концентрират топлинната енергия по заваръчните шевове и ъглите. Това създава:
- Неравномерни скорости на охлаждане
- Локализирано изкривяване в близост до ставите
- Натрупване на остатъчно напрежение по ръбовете
Тъй като заварената зона се охлажда, силите на свиване издърпват неравномерно плоските панели. Това може да доведе до леко изкривяване или ъглово изкривяване, ако не се балансира чрез контролирана последователност.
| Етап на процеса | Основно предизвикателство | Поведение на правоъгълна тръба | Контролен фокус |
| Изрязване | Вибрация на ръба | Концентрация на напрежение в ъглите | Стабилност на фуража |
| Пробиване | Изходна деформация | Неравномерно освобождаване на стреса | Поддръжка и охлаждане |
| Заваряване | Термично изкривяване | Ъглово акумулиране на топлина | Топлинен баланс |
| Постобработка | Корекция на размерите | Релаксация на остатъчния стрес | Контрол на подравняването |
Това сравнение подчертава как всеки етап въвежда различни механични и термични отговори, които трябва да се управляват независимо.
Поведението на правоъгълните тръби зависи не само от геометрията, но и от материала. Алуминиеви, медни сплави и структури на основата на стомана реагират по различен начин на механични и термични натоварвания.
Алуминиеви профили:
- Висока топлопроводимост
- По-бързо разсейване на топлината при заваряване
- По-податливи на локализирана деформация при прегряване
Профили на стоманена основа:
- По-висока структурна твърдост
- По-бавна дифузия на топлината
- По-добра устойчивост на деформация, предизвикана от пробиване
Изборът на материал влияе колко агресивно може да се извърши всяка производствена стъпка, без да се компрометира структурната стабилност.
Качеството на повърхността след рязане е критичен показател за контрол на производството. Правоъгълната геометрия въвежда уникално поведение на повърхността:
- Плоските лица поддържат по-гладки линии на рязане
- Ъглите често показват микро чипове
- Образуването на неравности има тенденция да се концентрира в изходните ръбове
Поддържането на постоянно качество на ръба изисква балансиране на остротата на инструмента, скоростта на подаване и контрол на вибрациите.
При приложения с висока точност, вторичното довършване често се използва за стабилизиране на геометрията на ръба преди следващите етапи на производство.
Едно от ключовите предизвикателства при производството на правоъгълни тръби е поддържането на подравняването на отворите през плоски повърхности.
Фактори, влияещи върху точността:
- Вариация на дебелината на стената на тръбата
- Деформация на инструмента при натоварване
- Натрупване на топлина по време на непрекъснато пробиване
Несъответствието е по-вероятно, когато множество дупки се пробиват последователно, без да се позволи термично възстановяване на материала.
Стратегията за заваряване играе решаваща роля за минимизиране на изкривяването. Тъй като правоъгълната геометрия ограничава естествените пътища на разширение, топлината трябва да се разпределя в контролирани последователности.
Общи подходи за стабилизиране:
- Редуващи се посоки на заваряване
- Къси сегментирани заваръчни проходи
- Контролирани интервали на охлаждане
Тези методи намаляват натрупването на остатъчно напрежение по дългите ръбове.
По време на производството правоъгълните тръби могат да изпитат три основни типа изкривяване:
- Ъглова деформация в ъглите
- Извиване на плоска повърхност поради термично свиване
- Торсионно усукване от неравномерна последователност на заваръчните шевове
Всеки тип е свързан с различен етап на производство и изисква целеви методи за коригиране.
Ключово прозрение в съвременната обработка е, че рязането, пробиването и заваряването не са независими стъпки. Всеки етап влияе на следващия.
Например:
- Микронапрежението, предизвикано от рязане, може да увеличи отклонението при пробиване
- Натрупването на топлина при пробиване може да повлияе на стабилността на заваряването
- Изкривяването при заваряване може да промени крайната точност на размерите
Това взаимосвързано поведение прави планирането на процеса съществено, а не незадължително.
От инженерна гледна точка правоъгълните тръби се държат като системи с ограничена енергия по време на производството. Механичната сила, топлинният вход и структурната геометрия си взаимодействат непрекъснато.
Вместо да третират всеки процес изолирано, съвременните производствени подходи се фокусират върху:
- Картографиране на напрежението през тръбната структура
- Прогноза за топлинен поток по време на заваряване
- Контрол на вибрациите по време на рязане и пробиване
Този интегриран изглед помага за намаляване на кумулативната деформация през етапите.
Правоъгълните профили обикновено се използват в системи, изискващи компактна структурна опора и насочено разпределение на натоварването, като например:
- Топлообменни възли
- Структурни рамкови системи
- Затворени канали за течност
- Модулни механични опори
В тези среди прецизността на производството влияе пряко върху стабилността на системата и дългосрочната производителност.
Поведението на правоъгълните тръби по време на рязане, пробиване и заваряване се управлява от взаимодействието между геометрията, свойствата на материала и енергията на процеса. Всеки етап въвежда различни механични и термични предизвикателства, които трябва да бъдат управлявани, за да се поддържа структурна цялост и последователност на размерите.
В тази рамка,Sinupower Heat Transfer Tubes Changshu Ltd.продължава да изследва динамиката на производството наПравоъгълни тръбикато част от по-широко изследване на обработката на прецизни тръби и разработването на компоненти за пренос на топлина.