
Плоски овални тръбиса плоски овал в напречно сечение (дълга ос 80-200 мм, къса ос 30-80 мм) и проблеми като наклонеността на напречното сечение и прекомерните бури са склонни да възникнат при рязане на прав ъгъл. Необходими са професионални процеси и инструменти, за да се постигне прецизна обработка, за да се гарантира качеството на последващо заваряване или сглобяване.
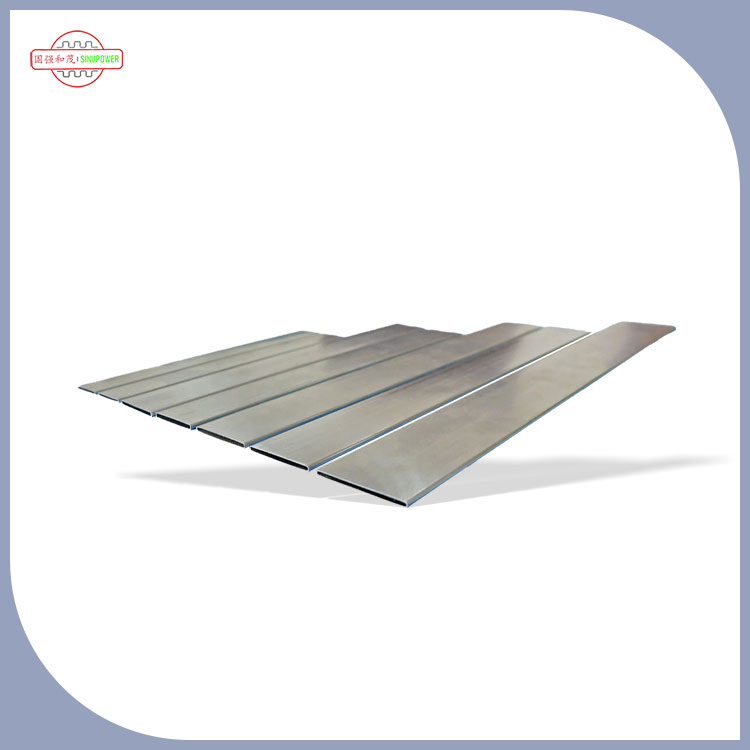
Трудността при рязането е концентрирана върху характеристиките на напречното сечение. Асиметричната структура на плоските овални тръби затруднява гарантирането на правилната точност на ъгъла на традиционния метод за един размер, който е всички. Ако отклонението на ъгъла на рязане е по -голямо от 1 °, пролуката на задната става ще надвишава 0,5 мм, влияещо върху якостта на заваряване. Освен това, когато дебелината на стената на тръбата (обикновено 2-5 мм) е неравномерна, локалното прегряване и деформация са склонни да се появят. Особено при обработката на материали от неръждаема стомана, високата температура ще доведе до образуване на оксидна скала, увеличавайки следващите разходи за смилане.
Изборът на инструменти трябва да съответства на материала и спецификациите. За плоски овални тръби с нисковъглеродна стомана се препоръчва плазмено рязане (ток 80-120а) със скорост на рязане 10-15 мм/сек, а грешката на вертикалността на секцията може да бъде контролирана в рамките на 0,3 мм/м; За материали от неръждаема стомана е предпочитано лазерно рязане (мощност 500-1000W), което осъзнава безконтактната обработка чрез високоенергийни светлинни греди, предавани от оптични влакна, с зона, засегната от топлина <0,1 мм, за да се избегне междугрануларна корозия. Тънководни епруветки (дебелина <3 mm) могат да използват режене на CNC тел с точност ± 0,01mm, което е подходящо за прецизна обработка на компоненти.
Процесът на работа се фокусира върху позиционирането и настройката на параметрите. Преди рязане, фитингите на тръбата трябва да бъдат фиксирани от тела, за да се гарантира, че режещата линия е перпендикулярна на оста (отклонение ≤0,5 °), а силата на затягане на приспособлението се контролира при 5-10MPa, за да се предотврати деформацията; По време на плазменото рязане накрайникът се държи на 3-5 мм от стената на тръбата, а налягането на газ (въздух или азот) е настроено на 0,6-0,8MPa, за да се избегне дивергенцията на дъгата; Лазерното рязане трябва да регулира позицията на фокуса според дебелината на стената и фокусът на тръбите с дебелостенни стени се регулира до 1/3 от тръбната стена, за да се подобри проникването на рязане.
Следващата обработка влияе на крайното качество. След рязане е необходима ъглова шлифовъчна машина (с 120-зърнесто шлайфащо колело), за да се премахне бури, за да се направи грапавостта на напречното сечение RA≤12.5 μm; Тръбите от неръждаема стомана трябва да бъдат пасивирани (потопени в разтвор на азотна киселина в продължение на 10-15 минути), за да се предотврати ръждата на разрязването. За сцени с високи точни изисквания (като монтаж на автомобилни изпускателни тръби), трябва да се открие отклонението на десния ъгъл чрез трикоортен измервателен инструмент, за да се гарантира, че той отговаря на стандарта на толерантност ± 0,1 °.
Рязане на правилни ъгли на fЛат овални тръбиИзисква разглеждане както на производителността на оборудването, така и на детайлите на процеса. Чрез прецизно позициониране може да се постигне оптимизация на параметрите и последваща обработка, може да се постигне гладко напречно сечение и прецизен ефект на обработка на ъгъла, осигурявайки основна гаранция за уплътняването и структурната якост на връзката на тръбопровода.